
Ножовочное полотно — это основной инструмент для работы с деревом и металлом. Оно позволяет производить различные виды резки, такие как поперечная, продольная и комбинированная. В зависимости от своего назначения и характеристик, ножовочные полотна различаются по форме, размеру зубьев и материалу, из которого они изготовлены. В этой статье мы рассмотрим основные типы ножовочных полотен и их характеристики.
Первым типом ножовочного полотна является полотно для работы с деревом. Оно обычно имеет малый размер зубьев, выполненных по принципу распила. Такое полотно идеально подходит для поперечной и продольной резки древесины, пластика и других материалов. Оно отлично справляется с точной и аккуратной резкой, не оставляя за собой разрушенные или неровные края.
Однако, если вам требуется резать металл, вам понадобится другое тип ножовочного полотна — полотно для работы с металлом. Оно имеет более крупные зубья и изготавливается из специальных металлических сплавов, способных выдерживать высокие нагрузки и износ. Такое полотно подходит для работы с различными видами металла, включая сталь, алюминий и чугун. Оно обладает высокой прочностью и стабильностью в работе.
Кроме того, существует еще один тип ножовочного полотна — полотно для работы с пластмассой и другими нетрадиционными материалами. Оно обычно имеет зубья среднего размера и специальное покрытие, обеспечивающее хорошую смазку и снижение трения. Такое полотно предназначено для работы с пластиком, акрилом, поликарбонатом и другими материалами, которые зачастую применяются в строительстве и ремонте. Оно гарантирует чистый и аккуратный рез без повреждения материала.
Основная классификация ножовочного полотна
Ножовочные полотна используются для различных видов резки материалов, таких как дерево, металл, пластик и другие. Они представляют собой узкие пластины, на которых расположены зубчики, способные выполнять разрезание.
Существует несколько основных типов ножовочного полотна, которые применяются в зависимости от вида материала и задачи:
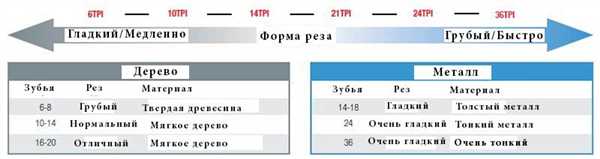
- Ножовочное полотно для резки дерева: такие полотна имеют крупные зубья с достаточно большой величиной зазубренности. Они обеспечивают эффективное распиливание древесины с минимальными усилиями.
- Ножовочное полотно для резки металла: эти полотна имеют более мелкие зубья, чем полотна для дерева. Они специально разработаны для работы с металлическими материалами, обеспечивая точность и чистоту резки.
- Ножовочное полотно для резки пластика: такие полотна имеют особую форму зубьев, которая позволяет справляться с пластиком без его повреждений или трещин.
- Универсальное ножовочное полотно: такие полотна могут применяться для разных материалов, таких как дерево, металл и пластик. Они обладают специальной зазубренностью, обеспечивающей универсальность и гибкость использования.
Выбор правильного ножовочного полотна зависит от типа материала, толщины, жесткости и характера резки. При выборе следует учитывать эти параметры, чтобы получить наилучший результат и обеспечить длительный срок службы полотна.
По материалу изготовления
Ножовочные полотна могут быть изготовлены из различных материалов, каждый из которых обладает своими уникальными свойствами. Выбор материала зависит от предпочтений пользователя и условий работы.
1. Углеродистая сталь
Ножовочные полотна из углеродистой стали являются наиболее распространенным вариантом. Этот материал отличается высокой прочностью и долгим сроком службы. Однако ножи из углеродистой стали требуют тщательного ухода, так как они склонны к окислению и коррозии.
2. Биметаллическое полотно
Биметаллические ножовочные полотна состоят из двух слоев разных сталей. Один слой обеспечивает прочность, а другой — режущие свойства. Такое полотно обладает высокой износостойкостью и может использоваться для работы с различными материалами.
3. Вольфрамово-карбидное полотно
Ножовочные полотна с вольфрамово-карбидными зубьями обладают высокой твердостью и износостойкостью. Они идеально подходят для работы с твердыми материалами, такими как сталь или керамика.
Кроме перечисленных выше вариантов, также существуют полотна, изготовленные из сплавов или имеющие покрытие из алмазов. Каждый материал обладает своими преимуществами и может использоваться для конкретных задач.
По форме зубьев
Ножовочные полотна могут иметь разные формы зубьев, которые определяют их универсальность и применимость для различных задач.
1. Прямозубая форма зубьев
Ножовочные полотна с прямозубой формой зубьев отлично подходят для осуществления прямых резов в дереве, пластике и других материалах. Они обеспечивают быстрое и точное пиление, позволяя получить гладкую поверхность.
Преимущества прямозубых ножовочных полотен:
- Высокая производительность
- Отличное качество пиления
- Широкий спектр применения
2. Зубья съемной формы
Некоторые ножовочные полотна имеют зубья, которые можно снять и заменить при необходимости. Это позволяет сэкономить время и деньги, так как позволяет использовать одну рукоятку для разных типов зубьев.
Преимущества ножовочных полотен съемной формы зубьев:
- Гибкость в выборе зубьев
- Экономия ресурсов
- Универсальность
Однако следует помнить, что ножовочные полотна со съемными зубьями могут быть менее прочными и требовать более тщательного ухода.
По типу ножовки
Ножовочные полотна могут быть разделены на несколько основных типов в зависимости от их конструкции и назначения:
Ручная ножовка
Ручная ножовка — это наиболее распространенный тип ножовочного полотна. Он может быть использован в ручных рамах ножовок, а также в комплексе с другими инструментами, такими как ножовочные станины.
Складная ножовка
Складная ножовка имеет специальный механизм складывания, позволяющий удобно и безопасно хранить и переносить инструмент. Этот тип ножовки особенно удобен для туристов и выездных работников.
Электрическая ножовка
Электрическая ножовка работает на электрическом приводе и может применяться для быстрого и эффективного резания различных материалов, включая древесину, металл и пластик. Этот тип ножовки широко применяется в строительстве и производстве.
Циркулярная ножовка
Циркулярная ножовка имеет круглый направленный диск, который вращается при работе. Этот тип ножовки особенно эффективен для пропилов по прямой линии и обработки деревянных поверхностей.
В таблице ниже представлены основные характеристики разных типов ножовок:
| Тип ножовки | Конструкция | Применение |
|---|---|---|
| Ручная ножовка | Прямо или изогнутое полотно с зубьями Ручка или рукоять |
Резка дерева и пластика |
| Складная ножовка | Складывающаяся конструкция Обычно с небольшим полотном |
Путешествия и бытовое использование |
| Электрическая ножовка | Электрический привод, конструкция с зубьями | Резка дерева, металла и пластика |
| Циркулярная ножовка | Круглый диск с зубьями, рукоятка | Пропилы по прямой линии, обработка дерева |
По способу затяжки полотна
Ножовки могут различаться по способу затяжки полотна, которая определяет удобство и эффективность работы с инструментом.
Существует два основных типа затяжки полотна: механическая и безмеханическая.
Механическая затяжка полотна осуществляется с помощью специального механизма, который позволяет легко и быстро менять полотно ножки. Для затяжки полотна обычно используют рукоятку-фиксатор, который удерживает полотно в нужном положении. Этот способ затяжки позволяет быстро менять полотно при его износе и сохранять его в натянутом состоянии для более точных и эффективных резов.
Безмеханическая затяжка полотна осуществляется без использования дополнительных инструментов или механизмов. Размеры зубьев ножовки создают достаточную силу для натяжения полотна внутри рамки инструмента. Для замены полотна при необходимости требуется ослабить натяжение и вытащить старое полотно. Этот тип затяжки ножовки часто используется в профессиональных инструментах, так как обеспечивает более прочное и надежное крепление полотна.
Выбор между механической и безмеханической затяжкой полотна зависит от индивидуальных предпочтений и конкретных задач. При выборе ножовки важно учитывать стремление к максимальному комфорту и эффективности работы, что обусловит выбор предпочтительного способа затяжки полотна.
По длине полотна
Ножовочные полотна могут отличаться по длине, что определяется длиной полотна от центра клина до фиксатора. Оптимальная длина полотна выбирается в зависимости от вида работы и материала для распиловки:
Короткие полотна
Для небольших работ, таких как распил пластиковых труб или металлических профилей, используются короткие ножовочные полотна. Они обычно имеют длину до 150 мм и хорошо подходят для точных и мелких распиловок. Короткие полотна легче контролировать в местах с ограниченным доступом.
Средние полотна
Средние ножовочные полотна, имеющие длину около 300-400 мм, являются самыми распространенными. Они подходят для большинства задач, таких как распиливание дерева, пластика, ламината и металла. Средние полотна обеспечивают хорошую балансировку между скоростью и управляемостью.
Примечание: В зависимости от производителя, средняя длина полотна может варьироваться и быть близкой к коротким или длинным полотнам.
Длинные полотна
Для требовательных задач, таких как распиливание бревен или крупных деталей, используются длинные ножовочные полотна. Они обычно имеют длину от 500 мм и более. Длинные полотна обеспечивают высокую скорость работы и позволяют быстро распилить большие объемы материала. Однако такие полотна требуют большего усилия для контроля и имеют меньшую точность при работе с мелкими деталями.
Выбор длины ножовочного полотна в конечном итоге зависит от вашей индивидуальной задачи и предпочтений. Рекомендуется иметь несколько полотен разных длин в вашем наборе, чтобы быть готовыми к различным типам работ.
По толщине полотна
Ножовочные полотна могут быть различной толщины, что позволяет использовать их для различных типов материалов и работ. В зависимости от толщины полотна, ножовочные пилы делят на несколько типов:
- Тонкое полотно – имеет толщину до 0,5 мм и предназначено для точной и аккуратной резки древесины, фанеры, пластмассы и других материалов;
- Среднее полотно – имеет толщину от 0,5 до 1 мм и наиболее универсальное для различных задач. Оно подходит для работы с мягкими и твердыми породами дерева, пластмассой, стекловолокном и т.д.;
- Толстое полотно – имеет толщину более 1 мм и применяется для резки толстых и прочных материалов, таких как металл, керамика, камень.
Выбор толщины полотна зависит от конкретной задачи и материала, который требуется обработать. Важно учитывать, что использование полотна неправильной толщины может привести к износу или поломке инструмента, а также некачественным и недостоверным результатам работы.
По ширине полотна
Ножовочные полотна могут иметь различную ширину, которая определяется величиной зубьев на дюйм. Чем меньше ширина полотна, тем больше зубьев и ножовка обеспечивает более точный и гладкий рез.
Существуют следующие основные типы ножовочных полотен по ширине:
| Ширина полотна | Описание |
|---|---|
| 10 зубьев на дюйм | Ножовки с такой шириной полотна обычно используются для резки древесины и пластика, обеспечивая грубый и быстрый рез. |
| 14 зубьев на дюйм | Такие ножовки обладают средним разрезом и применяются для обработки древесины средней плотности и различных материалов. |
| 18 зубьев на дюйм | Ножовки с такой шириной полотна обеспечивают мелкий разрез и используются для резки древесины с высокой плотностью и тонких материалов. |
| 24 зубьев на дюйм | Эти ножовки имеют очень мелкий разрез и используются для точного и аккуратного реза древесины, пластика и других материалов. |
Выбор ширины полотна ножовки зависит от задачи и материала, который необходимо резать. Разные типы полотен предназначены для различных видов работ и обеспечивают разный качество реза. Поэтому перед выбором ножовки необходимо определиться с тем, какую задачу вы планируете выполнять.
По типу зубьев
Ножовочные полотна различаются по типу зубьев, которые определяют их применение и эффективность. В зависимости от типа зубьев, ножовочные полотна могут использоваться для распила различных материалов.
Вот некоторые основные типы зубьев ножовочных полотен:
| Тип зубьев | Описание | Применение |
|---|---|---|
| Крупноотрезные зубья | Большие, грубые зубья с широкой углубленной полостью между ними. | Подходят для грубого распила древесины и других материалов. |
| Мелкоотрезные зубья | Мелкие зубья, расположенные ближе друг к другу с меньшей полостью. | Используются для точной и аккуратной работы, особенно при распиле мягких материалов. |
| Смешанные зубья | Зубья разной формы и размеров, комбинирующие преимущества крупноотрезных и мелкоотрезных зубьев. | Обеспечивают универсальность и могут использоваться для широкого спектра материалов. |
| Специализированные зубья | Зубья, разработанные для конкретных задач или материалов, таких как металл, пластик или керамика. | Предназначены для специфических работ, обладают особыми свойствами, такими как высокая стойкость к износу или точность распила. |
Выбор типа зубьев зависит от задачи, которую необходимо выполнить, и материала, который будет распиливаться. Правильно выбранное ножовочное полотно с соответствующим типом зубьев позволит повысить качество работы и сократить время на его выполнение.
По шагу зубьев
Ножовочные полотна можно классифицировать по шагу зубьев, который определяет скорость и качество распила материала. В зависимости от шага зубьев, ножовочные полотна могут быть:
| Шаг зубьев | Описание |
|---|---|
| Крупный | Ножовочные полотна с крупным шагом зубьев применяются для быстрого распила материалов, таких как древесина или пластик. Они обеспечивают высокую скорость распила, но имеют более грубое и неровное срезание. |
| Средний | Ножовочные полотна с средним шагом зубьев идеально подходят для различных задач, включая распил древесины, пластика и металла. Они обеспечивают среднюю скорость и качество распила. |
| Мелкий | Ножовочные полотна с мелким шагом зубьев используются для тонкой распиловки материалов, таких как ламинат, фанера или металлическая сетка. Они обеспечивают более аккуратное и ровное срезание, но требуют больше времени на выполнение задачи. |
Выбор ножовочного полотна с оптимальным шагом зубьев зависит от типа материала, необходимых результатов и индивидуальных предпочтений пользователя. Важно учитывать эти факторы при выборе подходящего ножовочного полотна для конкретной задачи.
По применению
Ножовочные полотна классифицируются по применению, в зависимости от того, для какого типа материала они предназначены. В таблице ниже представлены основные типы ножовочных полотен и их характеристики:
| Тип полотна | Применение | Характеристики |
|---|---|---|
| Для дерева | Обработка древесины, пиление древесных изделий | Размер зубьев, количество зубьев на дюйм, материал полотна |
| Для металла | Работа с металлическими изделиями, профилями, трубами | Геометрия зубьев, шаг зубьев, материал полотна |
| Универсальные | Используются для различных материалов, таких как пластик, гипсокартон, ламинат | Сочетание зубьев разной геометрии, размер и шаг зубьев, материал полотна |
Полотна для дерева
Ножовочные полотна для дерева имеют специальную геометрию зубьев, позволяющую эффективно пилить древесину. Размер зубьев подбирается в зависимости от типа дерева и операции, которую необходимо выполнить. Количество зубьев на дюйм определяет скорость пиления — чем больше зубьев, тем быстрее будет проходить пиление. Полотна для дерева могут быть изготовлены из высококачественной стали или быстрорежущей стали.
Полотна для металла
Ножовочные полотна для металла имеют особую геометрию зубьев, которая позволяет эффективно пилить металлические изделия, профили и трубы. Геометрия зубьев, шаг зубьев и материал полотна подбираются в зависимости от типа металла и толщины материала.
Выбор ножовочного полотна в зависимости от применения позволяет добиться оптимальных результатов и повысить эффективность работы.